خط کش های مهندسی چگونه ساخته می شوند؟
مقدار
خط کش های فولادی، چدنی و آلومینیومی | |
| فرآیندهای اصلی که لبه های مستقیم فولادی می توانند طی کنند تا آنها را برای کار خود مناسب تر کنند عبارتند از: عملیات حرارتی، تمپر کردن، تراشیدن، آسیاب کردن و لپ کردن. لبه های مستقیم چدنی اغلب به شکل کلی مورد نظر ریخته می شوند و سپس سطوح کار آنها با خراش دادن، آسیاب کردن یا ساییدن به پایان می رسد. | |
| آلومینیوم اغلب اکسترود می شود زیرا می تواند راهی بسیار سریع و اقتصادی برای ساخت اقلام باشد. با این حال، یک خط کش آلومینیومی اکسترود شده به ماشینکاری مشابه یک خط کش چدنی برای دستیابی به دقت مورد نیاز برای صفحه پیشخوان نیاز دارد. |
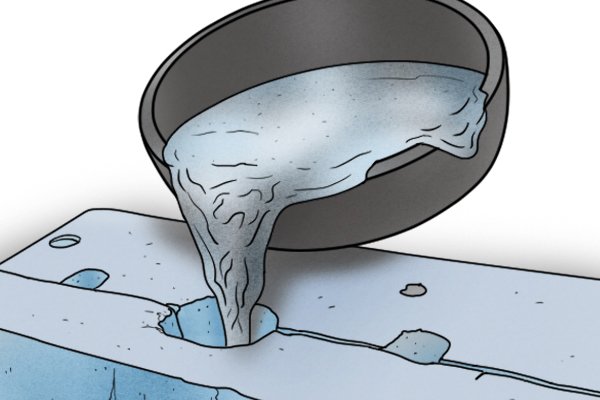
 | ریخته گریریخته گری یک فرآیند تولیدی است که شامل ریختن فلز مذاب در قالب می شود، جایی که سرد می شود و به شکل قالب در می آید. به این ترتیب می توان بسیاری از اشکال پیچیده را ساخت. ریخته گری می تواند میزان ماشینکاری مورد نیاز یک قطعه را کاهش دهد یا در برخی موارد حذف کند. این اغلب در آهن انجام می شود، اگرچه فولاد و آلومینیوم نیز می توانند ریخته گری شوند. |
 | عملیات حرارتیعملیات حرارتی و تلطیف فرآیندهای تولیدی هستند که برای تغییر خواص فیزیکی فلز و سایر مواد استفاده میشوند. عملیات حرارتی شامل حرارت دادن فلز تا دمای بسیار بالا و سپس سخت شدن آن (سرد شدن سریع) است. این باعث افزایش سختی فلز می شود، اما در عین حال آن را شکننده تر می کند. |
 | خلق و خویتمپر کردن پس از عملیات حرارتی انجام می شود و همچنین شامل حرارت دادن فلز است، اما تا دمایی کمتر از دمای مورد نیاز در طول عملیات حرارتی و به دنبال آن خنک شدن آهسته. سخت شدن باعث کاهش سختی و شکنندگی فلز و افزایش چقرمگی آن می شود. با کنترل دمایی که فلز در حین حرارت دادن به آن گرم می شود، می توان تعادل نهایی بین سختی و چقرمگی فلز را تغییر داد. |
 | اکستروژناکستروژن یک تکنیک تولید قالب تزریقی است که در آن ماده ای توسط پانچ تشکیل می شود که فلز را از داخل قالب عبور می دهد. ماتریس شکلی دارد که شکل مقطع مورد نظر قطعه کار تمام شده را فراهم می کند. آلومینیوم تا حد زیادی رایج ترین ماده مورد استفاده در تولید اکسترود است. |
لبه های صاف گرانیت | |
 | خط کش های گرانیتی مهندس ابتدا تقریباً از یک بلوک بزرگ گرانیت بریده می شوند. این کار با اره های بزرگ آب خنک انجام می شود. هنگامی که شکل کلی به دست آمد، پایان و دقت مورد نیاز برای استفاده به عنوان یک خط کش مهندسی با آسیاب کردن، خراشیدن یا ساییدن به دست می آید. |
 | سنگ زنیسنگ زنی فرآیند استفاده از یک چرخ سنگ زنی متصل از ذرات ساینده برای حذف مواد از قطعه کار است. چرخ سنگ زنی دیسکی است که با سرعت زیاد می چرخد و قطعه کار در امتداد وجه جانبی یا سطح دایره عبور می کند. آسیاب را می توان با دیسک هایی با سایز شن از 8 (درشت) تا 250 (بسیار ریز) انجام داد. هرچه اندازه دانه ریزتر باشد، کیفیت سطح قطعه کار بهتر است. |
 | جارو برقیسنگ زنی فرآیندی است که در آن سطح یک قطعه کار از برجستگی ها جدا می شود تا یک سطح صاف و تمام شده به دست آید. سنگ زنی را می توان بر روی هر قطعه فلزی که نیاز به سطح صافی دارد انجام داد. |
 | لپ زدنلپینگ یک فرآیند تکمیلی است که در تولید برای تولید سطح صاف تر و یکنواخت تر روی محصول نهایی استفاده می شود. Lapping شامل یک ترکیب لایهبندی متشکل از ذرات ساینده و روغنهایی است که بین سطح قطعه کار و ابزار لایهبندی قرار میگیرند. سپس ابزار روکش بر روی سطح قطعه کار منتقل می شود. |
 | ماهیت ساینده خمیر لایه بردار، عیوب سطح قطعه کار را از بین می برد و سطحی دقیق و صاف ایجاد می کند. متداول ترین انواع ساینده های مورد استفاده در لایه بندی، اکسید آلومینیوم و کاربید سیلیکون با اندازه های شن از 300 تا 600 است. |
سنباده زدن، سوهان زدن یا ساییدن؟ | |
 | سنگ زنی سطح صافی مانند لپ یا سنباده نمی دهد. آبشستگی را فقط می توان بر روی صفحات فلزی انجام داد، بنابراین نمی توان از آن برای تولید لبه های مستقیم گرانیتی استفاده کرد. اندازه لبه مستقیم تعیین می کند که آیا خراش دادن یا لپ کردن لبه مستقیم با کیفیت بهتری ایجاد می کند. به عنوان یک قاعده کلی، خراش دادن دقیقتر از دور زدن طولهای بلند است، اما تنها راه برای اطمینان از اینکه کدام خطکش دقیقتر است، نگاهی به تلورانسهای سازنده خطکشهای مهندسی است که قصد خرید آن را دارید. |

